PROFIsafe采用PROFIBUS标准机制的主从轮询通信方式使F-CPU和F-Slave交换信息,这样在主站与从站之间存在着1:1的关系,轮询操作(Polling)能够立即察觉一旦出现故障的某个设备,这正是故障安全技术的基本原则。为了避免网络传输错误
,PROFIsafe采用了故障安全按位编号,带应答的时间监控,用密码标识发送器和接收器,增设16/32位循环冗余校验(CRC)等措施以保证数据的安全。此外,PROFIsafe还采用了SIL-Monitor专利技术,SIL监视器本身不是硬件,而是可实现PROFIsafe-驱动器软件的一部分。借助SIL-Monitor,F-系统能够在故障率超过一定限度之前即采取有效的安全保护措施,从而避免系统中出现险情。
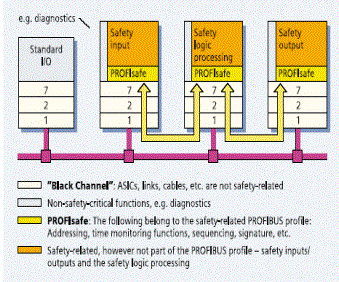
图3. PROFIsafe的ISO/OSI模型
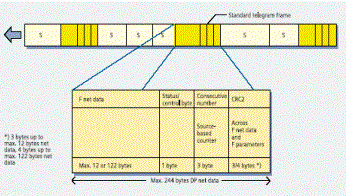
图4. 标准通信中的PROFIsafe报文
PROFIsafe的发展拓宽了PROFIBUS在工厂自动化和过程自动化领域的应用范围。本文通过探讨PROFIsafe的通信原理及其在汽车厂的实际应用,展现了PROFIsafe的实用性和优越性。
3. 300C总装车间控制系统结构
现场总线技术的发展,改变了汽车厂控制系统的控制结构,近年新上项目均采用了以现场总线和分布式I/O为主的控制结构。开放式现场总线技术的使用,不仅能使不同供货商的设备共存于一个总线系统中,而且还能简化布线,加快信息在数字网络上的传播。但际上,标准的现场总线系统还不能算是一个完美的总线系统,尤其在“安全控制”方面存在着很大的漏洞。PROFIsafe安全通信协议是PROFIBUS网络在安全领域的扩展,PROFIsafe的引入使PROFIBUS更具完整性。
300C项目总装车间按工艺分由三部分构成:漆后缓冲区、门线、内饰/底盘线。漆后缓冲区实现了总装车间和喷涂车间的接口,从喷涂车间接收到喷好漆的车身,然后根据车的不同型号和颜色进行编组,根据管理层的生产任务,按要求将车身移交给总装的内饰线。内饰线由两条输送线组成,全长300米,45个工位,线上按汽车安装工艺编排工位任务,两条内饰线间通过快链衔接。与内饰线相同,底盘线也有两条线组成,内饰和底盘间通过快链相连,底盘线上要与发动机合装线和加注机进行信号交接。在底盘线的末端会有升降机将装配好的车放到尾线上,进行装门和监测。门线作为总装的一部分,完成车门的安装和输送。