为了满足生产线的设计要求并尽量节约成本,在充分利用原有设备及线路的前提下,对原有的输送系统重新进行了更为合理的布置;在各线之间的转线处均加装推车机,避免了转线故障;采用新型平衡轨系统,使生产线的运行平稳、可靠,减轻了工人的劳动强度;将轿车靠模轨下线改为升降机下线,为整个轿车装配线增加了两个工位;增加了机械手装配工位。
生产线原控制系统是在多年前设计的,采用的是传统的PLC集中控制,系统控制精度低,操作不便;所有的数字量与模拟量I/O点均从PLC柜内接线,导线用量大、布线复杂、故障率高,给现场维护带来了诸多不便,严重地影响了生产,已不适应现代企业的生产要求。因此,必须设计一种性能优异的新型控制系统,这是保证生产线达到预定设计目标的关键。
2.1 控制系统
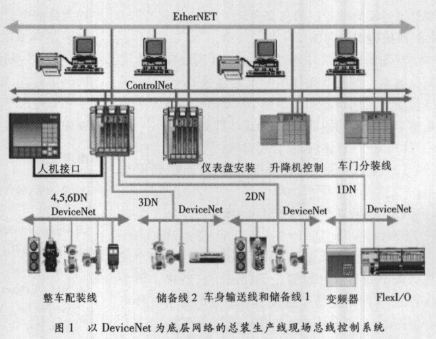
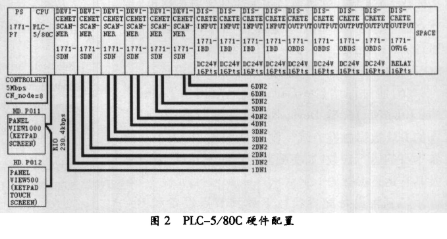
在分析比较了各种不同的控制方案后,决定采用以DeviceNet为底层网络的现场总线控制系统,如图1所示。DeviceNet网络上连接的输入设备有按钮、急停开关、接近开关、光电开关、行程开关等,输出设备有指示灯、控制阀、变频器等。系统通过ControlNet实现不同PLC之间的互相通信, 完成在中央控制室的监视、控制、故障报警、管理信息交换等功能。图2为系统中所用的罗克韦尔自动化公司的可编程控制器PLC-5/80C的硬件配置(其自身有内置的远程I/O(RIO)和ControlNet接口)。由于系统中控制的点数多、线路长,因此用了6个1771-SDN扫描器,共12条DeviceNet网络与被控设备相连。12条DeviceNet网络分别命名为1DN1、1DN2、2DN1、2DN2、3DN1、3DN2、4DN1、4DN2、5DN1、5DN2、6DN1、6DN2。其中,1DN1控制生产线上的所有14台变频器;1DN2控制生产线上的所有FlexI/O节点,FlexI/O所连接的大部分设备是原总装生产线上不能直接连接到DeviceNet网络上的设备;2DN1控制车身输送线(积放链);2DN2控制储备线(积放链);3DN1和3DN2控制另一条储备线(积放链);4DN1至6DN2控制整车装配线(工艺链)。整车装配线的工艺非常复杂,由153个工位组成,主要控制功能有工艺急停、与其它设备连锁等;主要设备有底盘打号机、天窗装配机械手、涂胶机械手、装配机械手、风挡玻璃涂胶机器人、驾驶系统控制模块、动力总成、检测装置等。系统共有200多个节点。