4、焊料
传统的锡铅焊料可用于焊接不锈钢板。建议锡含量应大于50%,以提供良好的粘接强度,并最大限度地降低使用过程中焊接接头电偶腐蚀的风险。高锡焊料也很好地匹配不锈钢板的颜色,并且在使用中不会变暗。银焊料也用于不锈钢板,它们比锡铅焊料具有更高的强度,并具有高延展性,耐腐蚀性也很好。应根据预期的使用条件选择合适的焊料,需要考虑的因素包括机械负荷,潜在腐蚀,颜色匹配,与食品或水接触等。
5、不同的金属组合
涉及不锈钢板的异种钢的最常见组合是普通碳或低合金结构等级和奥氏体不锈钢板等级如304或316。含有低于0.20%C的碳钢和合金钢在焊接到奥氏体不锈钢板时通常不需要任何预热。碳含量超过0.20%的碳钢和合金钢可能需要预热。材料厚度超过30mm的高约束接头也应预热,150℃的温度就足够了。与奥氏体不锈钢板相比,碳钢更容易出现与氢相关的缺陷,因此建议仔细干燥焊接材料。将不锈钢板焊接到镀锌钢板上时,焊接前应去除待焊接区域周围的锌涂层。如果存在于焊接熔合区中,则熔融锌会导致成品焊缝的脆化或降低的耐腐蚀性。
不锈钢薄板焊接注意事项
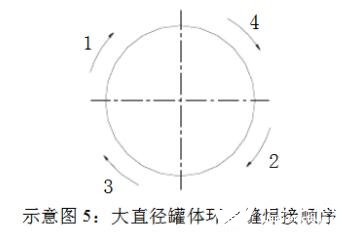
1、由于板材较薄,极易产生焊接变形,对于较长的焊缝容易产生波浪式的变形,因此在焊接时必须严格遵守焊接工艺,特别是要严格控制焊接电流(在保证焊透的情况下应尽量使用小的焊接电流)和焊接顺序。焊工在焊前应检查坡口的错边情况,错边量合格后才能施焊。对直径较大罐体的环焊缝尽量对称焊和分段焊,可按示意图5:
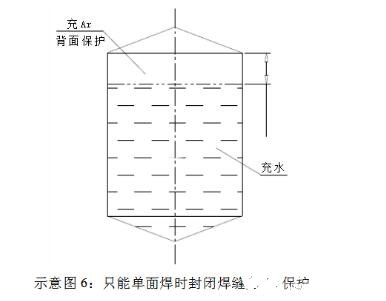
2、所有的手工氩弧焊焊接的焊缝背面都必须用Ar进行保护。对于点焊缝(特别容易产生未熔合和未焊透),焊接同焊缝一样要求并尽量一次性焊透,不然就应在焊前打磨。若由于罐体容积较大,可以先按示意图在罐内充一部分的水后再充气,以节约氩气,如示意图6。
3、对没有人孔的部分罐体,尽量在焊合拢缝之前,先将罐体上需要双面焊或背面要气体保护的附件(如接管和垫板等)焊。
4、对焊接壳体上的附件如吊耳、垫板和支筋等时应按最小焊脚尺寸焊接,尽量焊时在焊缝背面浇水,以减少变形。
5、对于壳体上焊的附件较多时,应先点焊后再施焊,并视情况焊加强筋。6、去掉引弧、退弧板和加强筋时应用等离子或砂轮切割,不准强力敲掉。