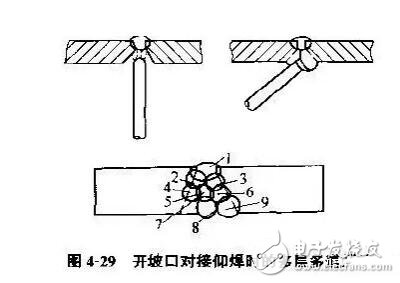
(5)图4-29为对接仰焊时多层多道焊焊缝的排列顺序。操作时,焊条的角度应根据每一道焊缝的位置作相应的调整,以利于熔滴金属的过渡,并能获得较好的焊缝成形。
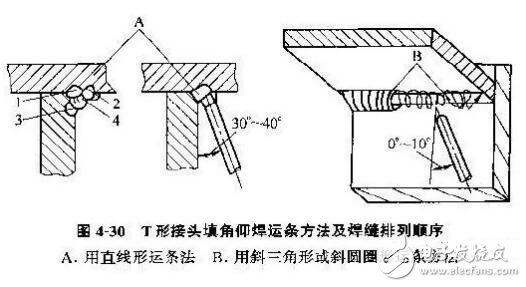
(6)T形接口的填角仰焊比对接坡口仰焊较易掌握。当焊脚尺寸小于6mm时,采用单层焊,用直线形或往复直线形的运条方法,当焊脚尺寸大于6mm时,采用多层多道焊,第一层用直线形运条方法,其后各层可选用斜二角形或斜环形的运条方法。
T形接头填角仰焊的运条方法如图4-30所示。如果填角仰焊操作技术熟练,可使用较大直径的焊条和稍大的焊接电流,以提高工作效率。
关于焊接与组装就介绍完了,您有什么想法可以联系小编。