6、厚板的横焊适合采用多层多道焊,每道焊缝均应采用直线形运条法,但要根据各焊缝的具体情况,始终保证短弧和适当的焊接速度。同时,焊条的角度也应该根据焊缝的位置进行调节。
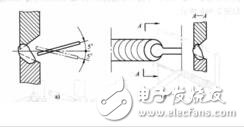
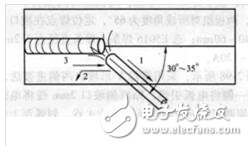
7、当熔渣超前,或有熔渣覆盖熔池形状倾向时,应采用拨渣运条法,如下图所示。其中,1为电弧的拉长,2为向后斜下方推渣,3为返回原处。
横焊的操作方法
1)如图5-1所示,采用横焊V形坡口两侧进弧法,在距端部3mm的A点一侧,将电弧引燃,贴底侧坡口2mm线将电弧前移5~10mm,再按原路做回推的动作至引弧处A点,划弧至上坡口边部B点,最后贴上坡口2mm线前移5~10mm电弧。
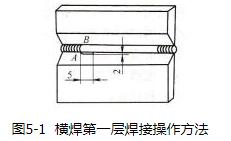
2)做回推的动作至起焊处电弧停留,然后电弧向下带进,使金属熔滴熔化于A、B两侧,形成基点熔池。
3)使电弧沿A点的熔池前沿前移,当前沿熔池区的颜色由亮色逐渐转暗时,再回推电弧至前沿熔池过流点,并保持熔滴过流坡口间隙为1~1.5mm。
4)电弧上提过点B,进弧时的带弧过渡线不应产生金属熔滴的过渡,然后使电弧沿来路回推至熔池前沿熔化点,使1/3电弧推过坡口间隙,2/3电弧作B点的熔滴过渡,并使熔池延伸。
5)电弧紧贴熔池区前沿下带到A点。
6)在A、B两点循环带弧时,如果电弧在上行线回带,应慢于下行线回带。这样可使熔滴的过渡上侧多于下侧,使坡口外侧熔滴过流成形平整光滑。
关于焊接与组装就介绍完了,您有什么想法可以联系小编。