如今的大型电路板都包括超过3000个元件和体积更小的、更高集成度的电子器件,使得本已紧张的板上空间变得更加密集,其结果是元器件引脚之间的间距也越来越小,设计师现在也在更多地考虑采用厚度为0.10 mm的焊膏模板。如果使用更厚的焊膏模版,那么引线或焊盘之间就会存在较高的焊桥风险。然而,设计师很难找到既满足0.10mm共面度规格要求,同时又具有足够引脚数及合适外形尺寸的连接器。
当然,设计师的确也可以选择其他解决方案。如他们可以采用阶梯化焊膏模板,用薄一点的焊膏模板来应对小节距元件,而用更大一些的模板来支持连接器。这就解决了问题,但焊膏模板成本就会变得更高,同时还有可能无法适用于焊锡阶梯两侧元器件之间空间不足的应用。根据通常的经验来看,两个阶梯开孔之间的距离应该为阶梯厚度的36倍。
另一种选择是使用多个连接器。连接器的引脚数量越少,就越容易使其满足更为紧密的共面度规格。但是多个连接器又增加了成本,同时增加了布局复杂性并带来可靠性问题。此外,尽管连接器可能满足0.10 mm共面度要求,但厚度为0.10 mm的焊膏模板意味着更低的焊料高度,从而导致焊点机械强度可能不够高。
为了最低限度地采用这些折衷方案,Samtec和Phoenix Contact针对三个系列的连接器研究了通过修改焊膏模板开孔所产生的效果。这些研究使用了一个厚度为0.15 mm和1:1开孔的模板,从而使沉积焊料的尺寸和形状与铜焊盘一致。随后在这些实验中增加了两种厚度为0.10mm的、但开孔更大的模板,并在接下来的研究中制作并选用了共面度在0.10 mm和0.15 mm范围内的连接器。
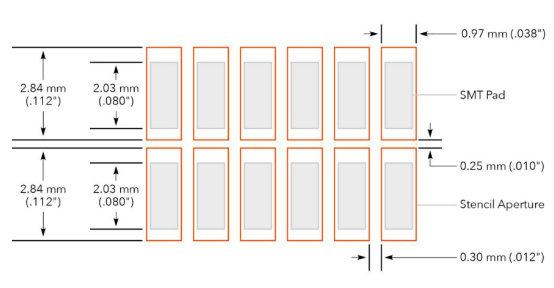
这项研究涉及将焊膏模板开孔的大小调整到超出焊盘尺寸来进行套印,以增加焊料量并形成更好的连接,但不多到导致焊桥或在电路板表面留下焊球。为实现这一目标,这项研究依赖于回流焊过程中的焊膏在达到其液化温度后,在加热的焊盘上形成凝结的趋势。例如,为了确保在共面度为0.152 mm的 FTSH连接器样品与厚度为0.10 mm焊膏模板之间形成良好的焊点,最佳开孔为2.84 mm x 0.97 mm。
基于这些结果,可以清楚地看到设计人员在使用厚度为0.10 mm的焊膏模板时,应当再次考虑采用最大共面度值为0.15mm的连接器。如果已经确定了用最佳模板开孔来支持组合模式,就可以采用众多现成可用的连接器而扩大了选择范围,并可避免在受到限制的范围内选用昂贵的替代品。如果最佳开孔无法在网上获得或尚未确定,那么很重要的是在设计流程之初就要去联系连接器制造商来确定最佳开孔,或为任何已确定的应用找出更合适的解决方案。