今天小编要和大家分享的是工业控制相关信息,接下来我将从三菱CC-Link网络在设备工艺生产线中的应用,【成功案例】三菱fx3u plc小区供水设备远程在线监控这几个方面来介绍。

工业控制相关技术文章三菱CC-Link网络在设备工艺生产线中的应用
1、设备工艺要求
(1)蒸铝机上有10台蒸铝小车,每台小车可灵活上线和下线,每台小车的编号、真空度、车位等相关信号在上位机显示,并与主传送带有连锁信号,即满足工艺要求的灯碗由主传送带送往下一工序。
(2)铆钉机、蒸铝机、组装机、烘装机、涂胶机的传动控制系统要满足同步定位要求,即铆钉机每3秒转1个工位、蒸铝机每27秒转1个工位、组装机每3秒转1个工位、烘装机每3秒转1个工位、涂胶机每9秒转1个工位,这5台设备上的位置状态和主传送带、传送带1、传送带2的位置状态有连锁信号,以便控制机械手的动作。
(3)该系统所有控制设备的状态和参数均在上位机显示和相应的操作。
(4)故障及报警连锁分为两类,第一类故障报警为系统设备全停,第二类故障报警时,只为本设备停机,故障处理完成后,此设备恢复运行。
(5)恢复运行需要自动跟踪系统的同步节拍,同步后才能启动该设备的功能动作。 以下是该生产线的设备布置简图(1)
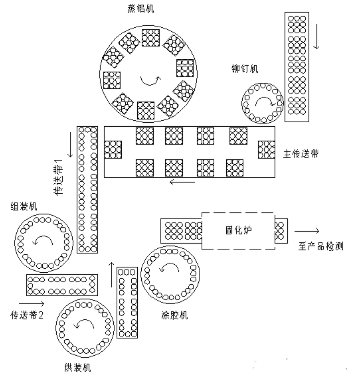
(图1)
2、控制系统的配置设计简介
按以上设备工艺对控制系统的要求,对目前的几种PLC系统方案进行硬件配置和软件功能比较,最后结果是三菱公司的CC-Link网络方案性价比好,其系统配置图(2)和系统配置说明如下。
(图2)
从图(2)可看到,控制系统采用AnS、FX2n两种PLC,通讯网络分别采用CC-Link网络和RS485 N:N通讯网络。因当时FX2N没有CC-Link主站模块,所以采用经济型A1SJHCUP作为CC-Link的主站。
(a)主站: A1SJHCPU, A1SJ71UC24-R4, A1SJ61BT11,A1SX41, A1S68AD, A1SY10, FX40DU.