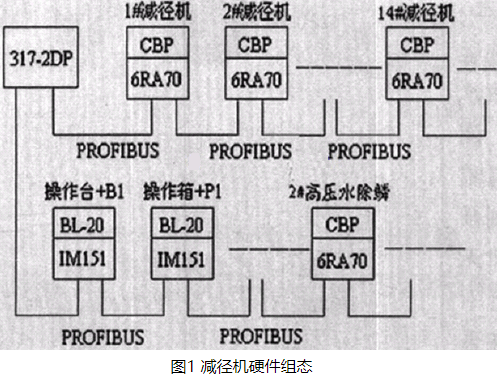
减径机硬件组态如图1。
4、控制系统软件功能实现
生产管理级的人机界面HMI、工程师站系统均配以WINCC 6.0工业组态软件。可以实现对整个减径机的在线监控,工艺生产参数设定、各种历史数据的存储分析,并形成各种历史趋势记录曲线,为设备故障、质量生产事故分析提供依据;对减径机等设备进行必要的操作控制、参数设定修正,动态的显示图画图表,同时具备故障报警、显示、存储及打印等功能。
基础自动化级配置STEP 7V5.3编程软件。完成功能:手动/自动/检修、操作台/机旁操作箱等工作方式选择控制逻辑;减径区速度调整(节)方式:减径机设备的启动、停止及紧急停车控制;手动/自动方式下速度级联调节;动态冲击速降补偿;事故连锁报警,生产联系信号;物料跟踪;主传动间微张力控制;液压、润滑、冷却辅助系统控制、联锁及报警功能;网络通讯与管理。
PLC的程序是基于STEP 7V5.3编程软件编写的,由于STEP 7V5.3采用了模块化的设计方法,所以在减径机区我们采用FC1-FC14作为14台直流传动装置的功能块,FC20-FC24作为辊道变频器和高压水除鳞装置的功能块。另外采用全局数据块DB1-DB4,为了整条线数管理据的统一,规定DB1为上微机WINCC的全局数据块,DB2作为变频器和直流调速装置的全局数据块,DB3作为触摸屏TP177A的全局数据块,DB4作为编码器全局数据块,这样大大地提高了程序的可读性,减少了代码维护的工作量。
另外当CPU检测到程序处理过程中的错误和可编程控制器中的错误时,CPU会调用适当的组织块(OB)。如果相应的OB块不存在,CPU会进入STOP模式。这意味着错误的影响可以减小或根除。在减径机区的程序中使用了如下的OB块:IO冗余错误OB70,CPU冗余错误OB72,电源故障OB81,诊断中断OB82,CPU硬件故障OB84,编程顺序错误OB85,机架故障OB86,通讯故障OB87,编程错误OB121,IO访问错误OB122。
5、结论
这种基于现场总线基础上的控制方案,系统结构得到简化。从设计、安装、投运到正常生产运行及其检修维护,都体现出该控制系统的优越性,主要表现在:第一,节省硬件数量与投资;第二,节省安装费用;第三,节省维护开销;第四,用户具有高度的系统集成主动权;第五,提高了系统的准确性与可靠性。第六,减少操作维护人员,方便调度指挥,取得了显著的经济效益。总之,PrifibusDP现场总线的成功应用,不仅降低成本,简化控制系统的配置,而且提高了系统运行的可靠性,尤其是其灵活全面的故障诊断能力及网络通讯能力,方便了施工、调试和维护,使系统综合运行成本大幅减少,系统性能大幅度提高。不仅使控制系统的档次跨上了一个台阶,而且为天津无缝钢管厂控制系统的综合调控改造打下了良好的基础。本技术已成功地应用在天津市无缝钢管厂140机组,并于2006年4月18日全线顺利投产。