
铸铁件的热处理方式方法 生产加工中铸铁件如何热处理
在企业的生产中,时常会渉及到对铸件的热处理。
以通常的热处理只能改变灰铸铁和球墨铸铁的基本组织,而不能改变石墨形的形状和分布情况。
铸铁凝固时,各部位厚度不同,冷却速度有差异,体积收缩也不一致,就下可避免产生很大的内应力,导致铸件翘曲、开裂。在机械加工中,由于内应力重新分布会引起变形。因此,铸件切削加工前,为了消除内应力,稳定尺寸,应进行消除应力追火。对于形状复杂及大型铸件粗加工后,也应进行消除内应力是火。消除内应力退火,应把铸件缓慢随炉加热到500℃~550℃,保温3~5小时后随炉冷却到200℃出炉空冷。退火时温度过高,会引起渗碳体分解而降低力学性能。
石墨化退火是为了降低硬度,改善加工性能。根据铸铁的原始组织和所要获得基本组织不同,可分低温和高温石墨化退火两种。低温退火是将铸件加热到650℃~700℃保温1~4小时,然后随炉却。保温时间应根据铸件的成分、厚度、硬度和所要获得硬度来决定。高温石墨化退火时应将铸件在低于300℃的温度下装入炉中,慢慢加热到850℃~950℃保温1~4小时后进行随炉缓慢冷却。由于铸件中保留较多的自由渗碳体使铸件硬而脆,无法切削加工。必须进行高温石墨仕退火,使渗碳体在高温时分解为奥氏体加石墨,从而降低硬度便于切削加工。
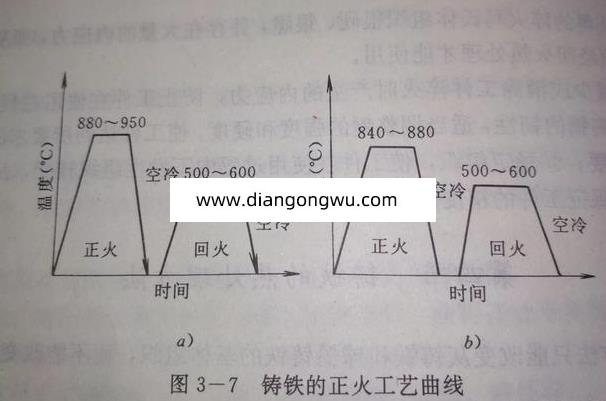
铸铁高温正火目的是获得高的强度与耐磨性,但塑性与韧性较差。其工艺是将铸件加热到880℃~950℃后保温1~3小时。铸铁低温正火是为获得较高的韧性、塑性和一定强度。其工艺是将铸件加热到840℃~880℃后保温1~4小时。正火是冷却可釆用空冷、风冷、喷雾冷却。一般小铸件多在静止空气中冷却,大铸件需釆用吹风强制冷却甚至喷雾冷却。由于正火冷却快使铸件产生一定内应力。故需增加一次500℃~600℃的消除应力回火。
当要求高硬度和一定韧性时,如用球墨铸件代替轴承钢作精密件芯套和阀座时,釆用淬火后140℃硝盐回火。如用球墨铸铁作轴承可釆用淬火后250℃~350℃回火。等温淬火其工艺是将铸件加热到850℃~900℃,保温后淬入250℃~350℃的等温硝盐池中,保温45~90秒。使铸件硬度偏高,机械加工难。只用于截图尺寸不大的零件。表面淬火一般用于灰铸铁以提高表面硬度与耐磨性。
以上是对铸件的热处理的方法。