线圈重绕前的准备工作主要是确定新绕制线圈的各种技术数据,准备所用材料、工具及模具等。
1. 线圈绕制有关技术数据
绕制线圈所需的技术数据主要有线圈的组数,每组线圈中线圈的个数,每个线圈的匝数、形状及几何尺寸,所用漆包线线径(即型号)等;为了方便线圈的嵌放,还应清楚电动机定子总线槽数及线圈的节距(线圈两边所跨槽数),线圈是单根绕制还是多根并绕、下线形式、端部伸出长度、线圈之间的连接及出线方式。除此之外,最好还应知道电动机的额定功率、工作电压、额定电流及转速等,以便电动机修理完毕试运行时心中有数。
获得以上技术数据最直接、最方便的途径是在拆卸电动机旧绕组时,查看清楚并记录。为避免遗漏,最好事先设计好一张表格,逐项填写清楚。为避免因填写错误给线圈绕制和嵌放带来麻烦,表格填写完毕后应逐项复核一遍。表9-9所列格式可供使用时参考。
表9-9 线圈绕制技术数据
| 电动机型号 | 编号 | 额定功率 | |||
| 额定电压 | 额定电流 | 额定转速 | |||
| 绕组接法 | 防护等级 | 绝缘等级 | |||
| 线圈组数 | 每组线圈个数 | 每个线圈匝数 | |||
| 线圈形状尺寸 | 连接方式 | ||||
| 漆包线型号 | 漆包线线径 | 单根或多根绕制 | |||
| 定子总槽数 | 线圈节距 | 漆包线总长度 | |||
| 端部伸出长度 | 其他 | ||||
电动机出厂日期 填表人: 填表日期: 年 月 日
获得线圈有关技术数据的另一途径是根据电动机的额定功率、额定电流、定子槽数等数据,利用相关公式通过计算得出(见第19章)。这种方法费时、费力,很不方便,一般不采用。所以,拆卸旧绕组时务必查清线圈的有关技术数据,并认真填写表9-9所列内容。
2. 材料与工具
绕制线圈及其后序的下槽嵌放所用的材料和工具有高强度漆包线、绝缘纸、槽楔、绑绳、电烙铁及焊锡、焊料、绕线机、钢冲条、清槽刀、划线板、垫打板等,其中高强度漆包线用来绕制线圈;绝缘材料垫在定子凹槽内,用来增强线圈与线圈之间以及线圈与定子铁心之间的绝缘[绝缘材料一般选用聚酯薄膜,提前作成如图9-3(a)所示的形状,以备使用];槽楔与绑绳用来加固线圈,以防在定子凹槽内松动;电烙铁、焊锡、绕线机、钢冲条、清槽刀、划线板、垫打板都是绕制和嵌放线圈、连线必用的工具。其中,钢冲条、清槽刀、划线板、垫打板需自制。钢冲条用来冲出已剔除端部的定子(或转子)凹槽中的线圈,其截面应略小于线槽,长度以250~350 mm为宜。显然,不同规格的电动机应选用截面不同的钢冲条。清槽刀可用1.5~2 mm厚的带锯条磨制。宽约15~20 mm、长约250~350 mm为宜,前面呈钩状,如图9-3(b)所示。划线板又叫理线板,用来将嵌入定子(或转子)凹槽内的导线划直理顺。划线板一般用楠竹或层压板等材料磨制,长约150~200 mm、宽约10~20 mm,前端略尖,一边偏薄,表面应磨光,如图9-3(b)所示。垫打板用来对嵌制好的定子线圈整形,一般用硬杂木或厚楠竹制成,其规格为宽30~50 mm、厚8~15 mm、长约200 mm,如图9-3(b)所示。显然,修理用工具越多越方便,可根据业务量的大小逐步添置。
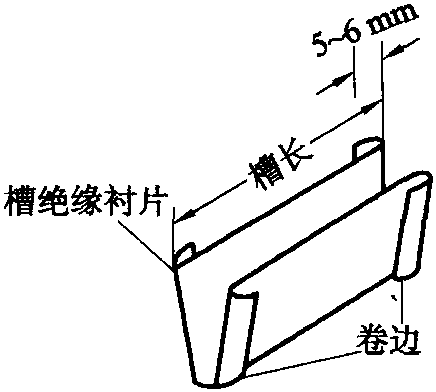
(a)绝缘材料的形状

(b)部分自制工具形状
图9-3 绝缘材料与部分自制工具的形状
3. 模具
绕制线圈所用模具(简称木模)比较简单,专用商店有售,购买时应注意尺寸是否合适,常用模具如图9-4(a)所示。模具的制作也不复杂,其方法如下:对于小型电动机,可把模具制成圆形,利用旧线圈一匝的长度作为模具的周长,如图9-4(b)所示,待线圈往定子槽中嵌放之前,将其慢慢地捏成需要的形状;对于中型电动机,既可以根据每极每相线圈只数(例如36槽的四极双层叠绕组,它的每极每相线圈只数=36/3×4只=3只)来制作,也可以一个线圈一个线圈地绕制(即用一块模心两块夹板来进行),嵌好后再连接起来成为一个极相组线圈,如图9-4(c)所示。
模具的大小尺寸由两种方法获得:一是从拆下的旧线圈上直接测量;二是根据定子的凹槽长度和线圈端部的长度进行计算。以单相交流异步电动机为例,首先,在待绕制线圈端部辨认出最里面的一匝(指长度最短的一匝),并在其靠近定子凹槽的两处分别标好记号;然后,按常规方法将线圈拆下来,进而量出该匝线圈两记号间的长度,与定子凹槽长度相加后乘以2,即为该线圈内圈一匝的总长度,由此便可决定模具的尺寸。这里尚应注意:单相交流异步电动机主、副绕组中,各线圈的跨距是不同的,因此绕制各线圈的模具尺寸是不一样的。也就是说,单相交流异步电动机主、副绕组中各线圈内圈尺寸均应进行计算。
对于三相交流异步电动机,其绕组虽然结构复杂一些,但各线圈的尺寸是一样的,拆卸时只需保留一个线圈的端部,按上述方法进行计算即可。
除此之外,还可以使用6个木轮组成挂线支点,作为临时模具使用,如图9-4(d)所示。模具的尺寸及各线圈的匝数都以旧线圈为依据。绕好一只线圈接着绕第2只线圈,直到一组线圈绕完,每只线圈分别用细绳捆好并标注首、尾端后取下来,再用台钳整理成需要的形状,如图9-4(e)所示。

(a) 成品模具
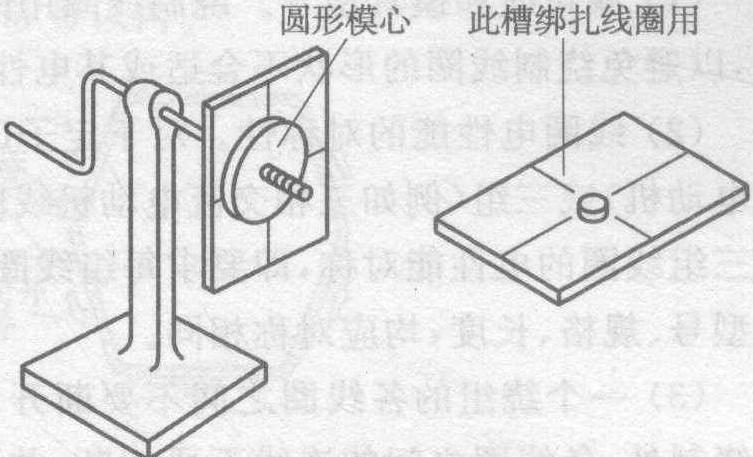
(b)小型电动机用圆形模具

(c) 中型电动机模具
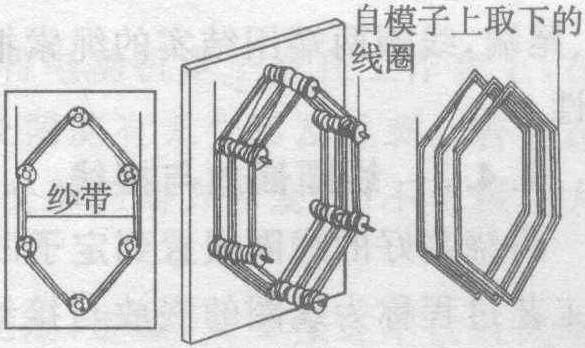
(d) 中型电动机临时模具
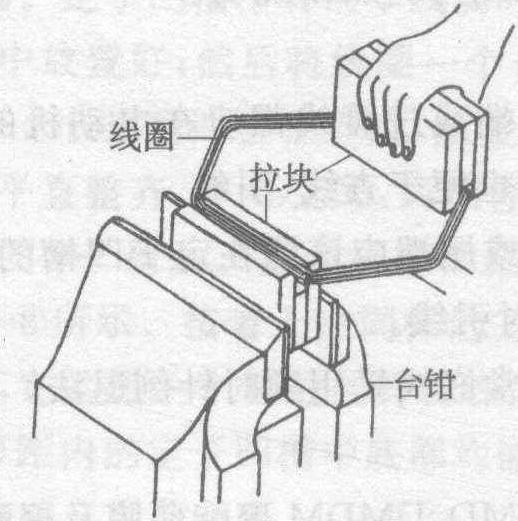
(e)用台钳将线圈整形
图9-4 线圈绕制用模具