以FANUC数控系统为例,在法兰上打八个孔距等分的孔,也就是说相近每两个孔之间的夹角为45°,如下图所示!
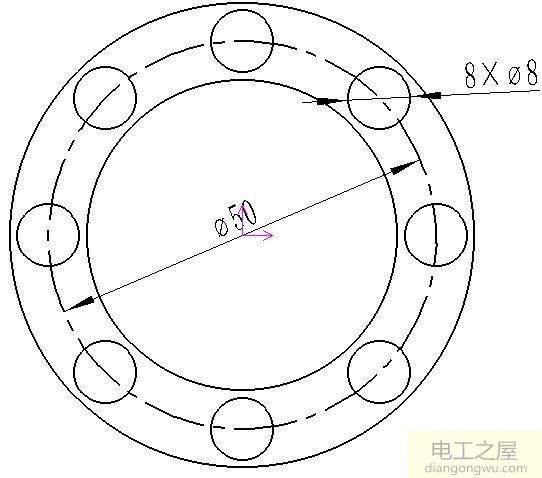
钻孔的指令很多,有G81G83G73等,但对于法兰上的孔,一般来说,相对较浅,采用G81即可!从编程的角度来看,你只要把每个孔的圆心坐标找出来,分别带入G81XYZRF中即可完成对八个孔的加工!但是从简化编程角度来考虑,我个人建议采用极坐标G16G15比较好些,且定位的精度也较高!
例如:G16G01X50Y30中,X50表示长度,Y30表示角度!
参考程序如下
%O1
G54
M3S1200
G0X0Y0Z3
G16;极坐标开启
G81X25Y0Z-10R1F60
Y45
Y90
Y135
Y180
Y225
Y270
Y315
G0Z10G80
G15极坐标关闭
M5M30
仿真轨迹如下所示
以上的孔的加工顺序是逆时针,每隔45°加工一个孔!不知是否解释清楚了!
不知道你说的是手工编程还是电脑辅助编程,如果是前者可以通过手工写代码完成 G91(G90) G54 G17 G98 G83 X0 Y0 Z- R- Q- F- 后面就是坐标了,坐标要预先在图纸上标注出来,然后输入程序,加工就可以了。如何是后者,那就更方便了,直接在图档上选择你要加工的孔,生成程序后,输入机床再选择合适的刀具就可以加工了。