数控车床加工梯形螺纹编程方法
梯形螺纹在加工时,针对不同的螺距P,采用的加工方法也不尽相同,螺距p7~8时,通常采用左右切削法,车槽法和分层法。
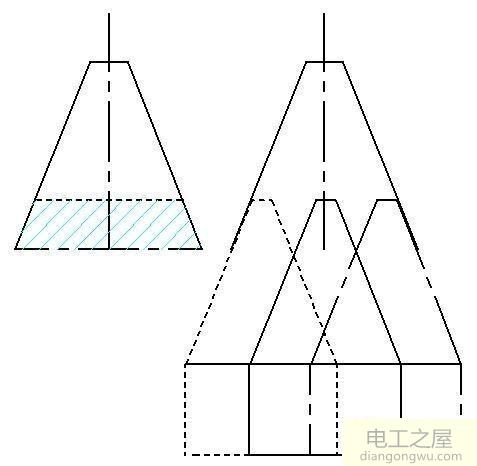
分层切削法:也就是直进法和左右切削法的一种综合应用,即刀具每进给一次深度,完成一层的切削加工,然后再进一层,依次加工到牙根槽底!
不管是在哪个系统上,加工大螺距的螺纹或蜗杆,用宏程序都是很方便的,而且宏的用法也不尽相同,难点:恰是你的加工思路!针对题主提出的问题:如何加工T90×12梯形螺纹?刚好手上有一个Tr80×10的梯形螺纹程序,借此机会分享一下吧!主要计算参数如下图所示:
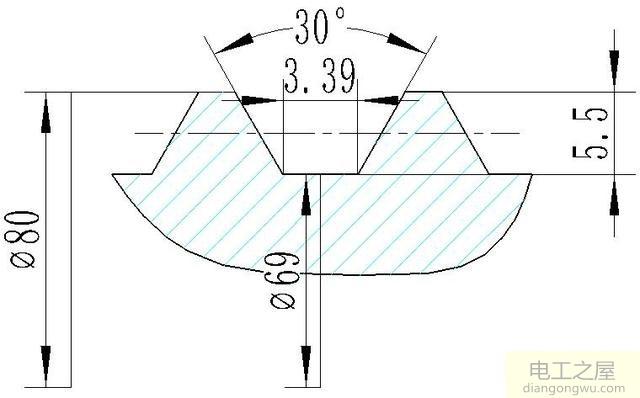
说明:刀宽为2mm,#5为刀宽和牙槽底宽的差值,#6为精加工量,#7为进给的深度,越往后进给深度越小,先进行中间一刀,然后再依次加工至两边,粗加工程序如下!
G0X82
Z15
#1=0
#2=80
#7=0.2
#5=0.696
#6=0.2
WHILE[#1LE5.5]DO1
#2=80-2*#1
#3=TAN[15]*5.5-TAN[15]*#1+#5-#6
G0X#2
Z15
G32Z-30F10
G0X82
G0X#2
Z[15+#3]
G32Z-30F10
G0X82
Z[15-#3]
G0X#2
G32Z-30F10
G0X82
Z15
IF[[#1GT2]AND[#1LE3]]THEN#7=0.15
IF[[#1GT3]AND[#1LE4]]THEN#7=0.1
IF[[#1GT4]AND[#1LE5.5]]THEN#7=0.05
#1=#1+#7
END1
G0X82