龙门铣床对接孔补偿加工步骤及程序
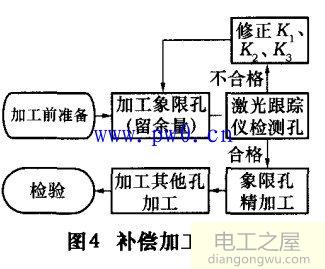
由于四处象限孔位置对龙门铣床的精度要求最高,其它对接孔要求相对较低,因此首先以四处象限孔作为补偿调整的首要对象,其他孔的加工沿用象限孔加工的补偿值,即可获得较高的加工精度。为保证编程的灵活性和补偿值的可调整性,在数控系统为SIEMENS840D的龙门铣床上采用参数编程,实现了仅变化部分参数就能分别进行象限
孔或其他孔的加工。补偿加工流程见图4
龙门铣床加工对接协调孔用数控程序如下:
N10 M03 S800 ;转速800 r/min
N20 G00G90G54Z200.;刀具到达安全平面
N30 R1=22;工件温度
N40 R2=5200+0.11*(R1-20);对接协调孔理论直径,根据温度计算补偿
N50 R3=0;第一孔的角度位置
N60 R4=5199.8;X轴实测直径
N70 R5 = 5199.7;Y轴实测直径
N80 R6=0. 15;Y轴倾斜调整值(dX1与dX2的和)
N90 R7=(R2-R4)/R2;X轴补偿系数K1
N100 R8=(R2-R5)/R2;Y轴补偿系数K2
NI10 R9= R6/R2;倾斜修正系数K3
N120 AAA:;跳转标记
N130 R0O=R2*(1+R7)*COS(R3)/2;计算X坐标
N140 R1 1=R2*(1 +R8)*SIN(R3)/2;计算Y坐标
N150 GOO X = RIO-10 Y=R11-10;到达孔附近的一点
N170 L11;子程序
N180 R3=R3+90;计算下一孔的角度
N190 IF R3AAA标记处
N200 C00 Z200 ; 刀具退到安全平面
N210 M02;程序结束