立式加工中心定位和夹紧重合原理说明
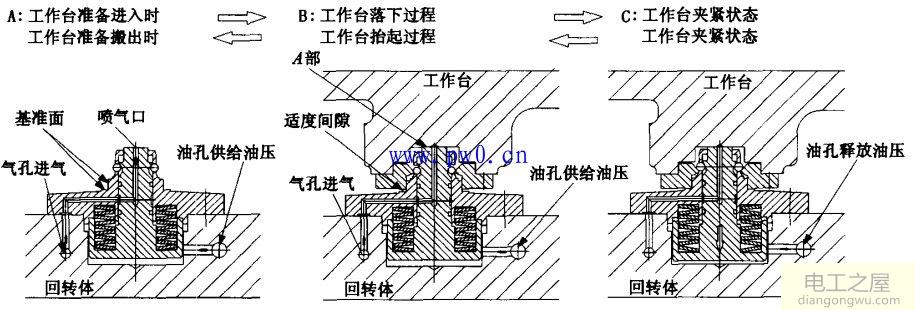
定位和夹紧重合的动作循环图
A:立式加工中心的工作台准备进入时(工作台准备搬出时),油压、气压处于供给状态,各喷气口喷气,清洁定位表面及夹紧表面,防止异物侵人。此时活塞杆在油压作用下克服弹簧力位于其行程最上端位置。
B:工作台在落下(或抬起)过程中,油压、气压保持供给状态,销套与销体的定位锥面及定位平面留有适当的间隙,这样可以保证在工作台交换频繁的情况下,也不会出现定位表面被划伤或因切屑滞留而挤死工作台的现象,可以长久的保持精度。当工作台下落到与活塞杆在A处接触时,工作台在活塞杆的支撑下位移停止,此时销套与销体定位平面之间还有1mm的距离。
C:工作台准备夹紧时,液压系统卸荷,活塞杆在弹簧力的作用下向下移动,钢球随着活塞杆移动,在下移过程中,坚硬的钢球表面压紧销套上端斜面,把销套拉向销体定位面。在销套被拉动的过程中,与销体的基准面充分接触,当气路中的气压达到一定的值时,气压传感器发出信号;从而工作台完成中心定位与夹紧的动作。
{3)分析说明:该结构通过不同的销体与销套配套使用,满足一面两销的定位原理,利用弹簧力的作用,均布的钢球进行夹紧,定位点与夹紧点重合